Roots Blowers characteristic performance curve
Question or remark ? Please contact us at admin@powderprocess.net| Section summary |
|---|
| 1. Introduction |
| 2. Blower performance curve |
| 3. How to use a blower performance curve |
1. Introduction
What is a blower performance curve ?
The performance curve of a Roots Blower (a type of positive displacement blower equipped with 2 or 3 lobes popularized by Roots - now part of Howden Roots) is a key design data for properly choosing a blower for a new pneumatic conveying line, or for assessing or troubleshooting an existing line. It is comparable in its function to pump characteristics in fluid dynamics.
2. Blower performance curve
How do you use a blower performance curve ?
A typical blower performance curve will plot the following data for a given blower :
- The blower speed (rotor of the Roots blower) in rpm
- The air flow through the blower in m3/h : care must be taken here in verifying in which conditions is expressed the flow of air
- The power required in kW
- The temperature elevation in K
A Roots blower can be operated as a compressor (pressurize the pneumatic conveying line) or as a vacuum pump (create a de-pression at the end of the line to suck air in at the beginning of the conveying line). Note that the performance curve in PRESSURE or VACUUM service is different. Select the one that fits your needs.
An example of performance chart is given below for a Roots Blower in vacuum service.
Top
5 Most Popular
1.
Pneumatic transport design guide
2. Ribbon
blenders
3. Powder mixing
4. Hoppers design guide
5. Measuring degree of
mixing
------------
Top 5 New
1. Continuous Dry Mixing
2. Mixing speed
3. Mixer cycle time
optimization
4. Batch
/ continuous mixing comparison
5. Energy Savings

3. How to use a blower performance curve
How do you read a blower performance curve ?
Design of pneumatic conveying line
The output of a dilute phase pneumatic conveying calculation is to know which air flowrate is necessary to carry the material, and which pressure drop is expected.
Example of blower sizing calculation : a study shows that for a dilute phase vacuum conveying, an air flowrate at pick-up of 350 m3/h is required under a pressure drop of the line of 300 mbar. A blower is available in the factory and the engineer wants to check if he can re-use it or if he needs to buy a new one.
The air at pick-up is 20c.
The engineer 1st calculate what is the air flowrate at the suction of the blower, with the pressure drop of 300 mbar. The Engineer converts the air flowrate :

Q2 = (101325)*350 / (101325 - 30000) = 497 m3/h = 8.3 m3/min at aspiration conditions
The engineer can then check if the blower proposed can supply this air flow under this pressure drop. The Engineer check the operating point on the graph and can then defined at which speed the blower needs to run, which power it will require and which temperature elevation it will generate.
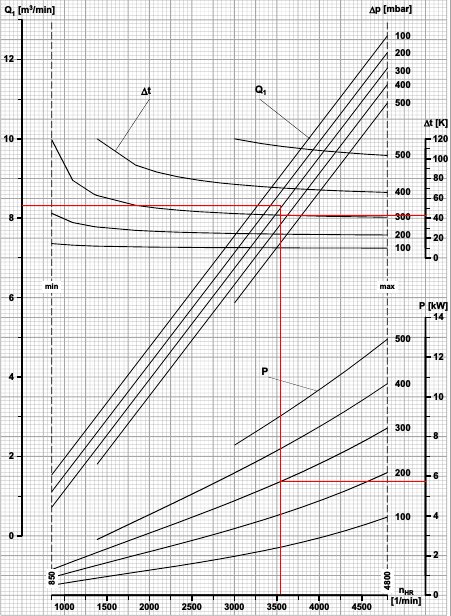
In this case, the blower will run around 3550 rpm, which is reasonable, will require around 6 kW and will increase the temperature of the air by around 40c. As the blower can run up to 500 mbar pressure drop and higher speed, it looks to have sufficient reserve and can therefore be selected.
Study of an existing pneumatic conveying line
Very often, an Engineer will have to assess and tune an existing line on which no or few design data are available. If at least the Engineer can get the performance data of the blower, at least the performance curve of the blower, he can calculate the air flowrate and then air velocity in the line and the solids loading ratio which are critical data in assessing a line and what can be done to improve its way of running.
Example : an engineer is called to assess a line which is said to break too much the product it transports. It is a vacuum conveying line, with a pipe diameter of 66 mm, around 30 m conveying. The product mass flowrate is 1.5 t/h. The pressure drop is 300 mbar.
The Engineer visit the line and checks the blower. It runs at 100% on the PLC, which corresponds to 3600 rpm of the blower roots unit. The Engineer finds in the documentation the performance chart and uses it to calculate the actual air flowrate in the line.

At this speed and under this pressure drop, the blower is sucking 8.5 m3/min of air at 20c. The Engineer then calculates the air flowrate at product suction, which means under atmospheric pressure and also 20c.
Q2 = (101325 - 30000)*8.5 / (101325) = 6 m3/min = 360 m3/h at product inlet conditions
The air mass flowrate can be calculated from the air volumetric mass at 101325 Pa and 20c :
mair = 360*1.22 = 440 kg/h
The conveying velocity can also be calculated :
Upickup = 29 m/s
Uend = 41 m/s
The solids loading ratio can also be calculated = 1500 / 440 = 3.4
Thus the Engineer can draw the following conclusions : the conveying air velocity is VERY high, the solids loading ratio is quite low. The Engineer can then try to reduce the blower speed to reach a solids loading ratio of 5. This gives an air mass flowrate of 300 kg/h and a speed at pickup of 19.9 m/s which looks much more conventional and will therefore reduce significantly the material breakage and also pipe wear. This should also reduce the energy consumption of the blower quite significantly.